2877
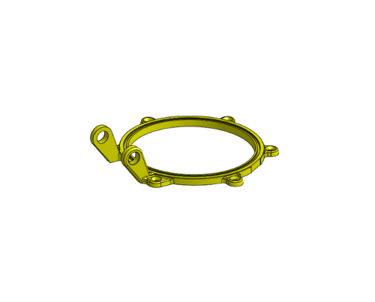
The flatness requirement on this part was only 0.010” (0.25mm), big enough to achieve “somehow” was the thinking behind it. It was turned on a lathe, and then the parts were held again to drill the holes. Every second part needed to be sanded on a sandpaper covered granite plate until the cows came home, and still there was a 20% scrap rate. The company paid money to make those parts instead of making a profit.
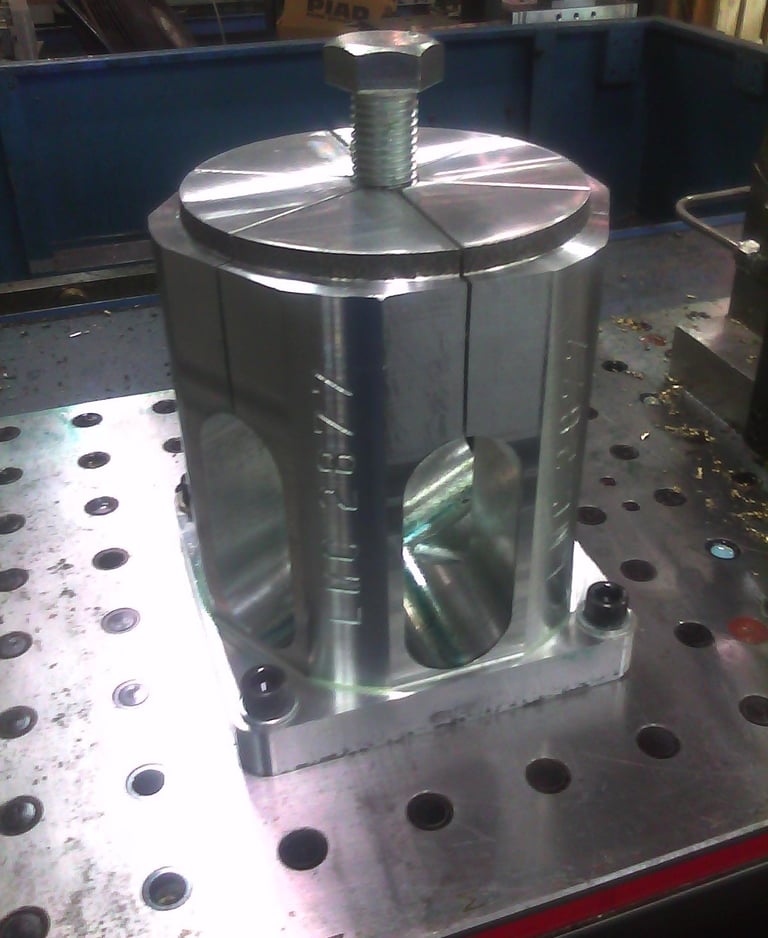
Then this fixture was built. Every part was flat within 0.004” (0.1mm), and the scrap went down to 0%. As an added bonus the hole drilling could be integrated in the same operation.

Langhorst Custom Fixtures
Custom solutions for efficient production runs.
Contact
Support
heinzlanghorst@yahoo.com
+1-310-463-6548
© 2025. All rights reserved.